Hiệu chuẩn là một bước thiết yếu trong quá trình sử dụng máy đo bề dày MiniTest FH nhằm đảm bảo độ chính xác và độ lặp lại của phép đo. Mặc dù mỗi máy đều được cài đặt sẵn hiệu chuẩn gốc từ nhà máy, nhưng trong thực tế vận hành, các yếu tố như loại cảm biến sử dụng, kích thước viên bi, hình dạng mẫu đo, vật liệu đo hoặc thay đổi điều kiện môi trường (nhiệt độ, từ trường xung quanh) có thể ảnh hưởng đáng kể đến kết quả.
Vì vậy, hiệu chuẩn cần được thực hiện lại bất cứ khi nào bạn thay đổi viên bi, đổi cảm biến, đo vật liệu mới hoặc khi yêu cầu độ chính xác cao hơn. Đặc biệt, nếu bạn sử dụng bi từ tính (magnetic ball) hoặc cảm biến có nắp chụp thay thế, việc hiệu chuẩn lại cần thiết, bắt buộc.
Việc hiệu chuẩn Minitest FH đúng cách giúp hệ thống cảm biến nhận diện chính xác từ trường sinh ra giữa đầu cảm biến và viên bi, từ đó quy đổi chính xác sang độ dày thực tế. Nếu bỏ qua hoặc sử dụng sai phương pháp hiệu chuẩn, máy có thể cho sai số lớn, gây ảnh hưởng nghiêm trọng đến quá trình kiểm soát chất lượng.
Trong các ngành sản xuất yêu cầu nghiêm ngặt như chai PET, linh kiện nhựa kỹ thuật, vật liệu composite hoặc kính, hiệu chuẩn là thao tác kỹ thuật, bước kiểm soát rủi ro bắt buộc trước khi tiến hành đo.
1. Nguyên lý hiệu chuẩn
Hiệu chuẩn nhằm đảm bảo độ chính xác cho từng cảm biến, từng viên bi chuẩn và từng ứng dụng đo cụ thể. Mỗi batch (loạt đo) đều có thể có hiệu chuẩn riêng biệt. MiniTest FH hỗ trợ 3 chế độ hiệu chuẩn chính:
| Loại hiệu chuẩn | Đặc điểm chính |
|---|---|
| Factory calibration | Hiệu chuẩn gốc của nhà máy, dùng khi không yêu cầu độ chính xác cao. |
| Quick calibration | Dùng nắp chuẩn zero, tự nhận đường kính bi và thực hiện hiệu chuẩn nhanh. |
| Multi-point calibration | Hiệu chuẩn zero + 1 đến 4 điểm chuẩn khác nhau (theo chiều dày mẫu thực tế). |
2. Bước chuẩn bị trước khi hiệu chuẩn
Trước khi bắt đầu, cần đảm bảo:
- Cảm biến và viên bi sạch, không dính bụi, dầu, hạt kim loại.
- Máy đã khởi động ít nhất 2–3 phút.
- Đảm bảo bi được đặt đúng kích thước và đúng loại (thường hoặc có từ).
- Cảm biến nên được gắn vào giá đỡ để ổn định trong quá trình hiệu chuẩn.
- Tránh xa các nguồn từ tính hoặc vật liệu sắt (tối thiểu 30 cm).
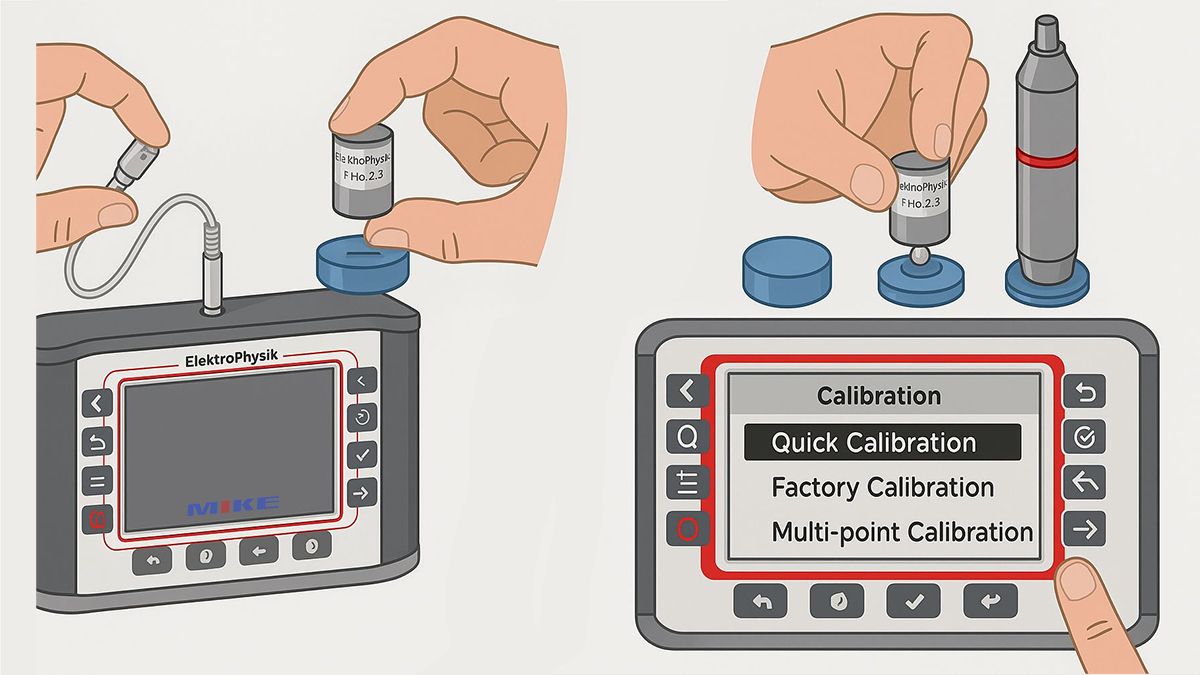
3. Cách truy cập menu hiệu chuẩn
Khởi động máy.
- Từ màn hình đo, nhấn phím chức năng Calibration.
- Giao diện hiệu chuẩn sẽ hiển thị các lựa chọn như:
- Quick calibration
- Multi-point calibration
- Zero calibration
- Factory calibration
4. Các phương pháp hiệu chuẩn chi tiết
4.1. Quick calibration (Hiệu chuẩn nhanh)
Nhấn Quick calibration trong menu hiệu chuẩn. Đặt viên bi vào nắp chuẩn zero tương ứng → đặt cả hai lên đầu cảm biến.
Máy sẽ tự động:
- Nhận diện đường kính bi
- Thực hiện hiệu chuẩn zero tương ứng
- Khi có thông báo hoàn tất, nhấn OK để xác nhận.
- Bắt đầu đo ngay mà không cần thêm bước nào.
Lưu ý: Không áp dụng được với cảm biến loại FHcc (loại dùng mũ chụp thay thế).
4.2. Factory calibration (Hiệu chuẩn gốc nhà máy)
Trong menu hiệu chuẩn, chọn Factory calibration. Nhấn OK để xác nhận. Sau đó nhấn ESC để thoát và quay về chế độ đo.
Lưu ý:
- Không dùng cho viên bi có từ (bi M) hoặc cảm biến có đầu chụp thay thế.
- Chỉ phù hợp với các ứng dụng không yêu cầu độ chính xác cao.
4.3. Multi-point calibration (Hiệu chuẩn nhiều điểm)
Dành cho ứng dụng cần độ chính xác cao hoặc đo nhiều vùng độ dày. Thực hiện theo trình tự:
Bước 1 – Zero calibration:
- Chọn Multi-point calibration > chọn tiếp Zero calibration.
- Đặt bi vào nắp chuẩn zero → đặt lên đầu cảm biến.
- Khi có tiếng bíp, nhấc nắp chuẩn ra cách tối thiểu 30 mm.
- Thực hiện nhiều lần để máy tính trung bình (hiển thị ở dòng “x̄ = …”).
- Nhấn Ready để hoàn tất.
- Nếu sai lệch quá lớn, nhấn New để làm lại.
Bước 2 – Thêm điểm hiệu chuẩn (1–4 điểm):
- Di chuyển con trỏ đến “1. Calibration point” → nhấn OK.
- Đặt bi vào chuẩn dày (miếng có độ dày đã biết) → đặt lên cảm biến.
- Chờ tiếng bíp, nhấc ra.
- Nhấn Edit để nhập chính xác độ dày mẫu (có thể nhập sau).
- Lặp lại cho 2 đến 4 điểm nếu cần.
- Sau mỗi điểm, nhấn Ready để xác nhận.
✅ Sau khi hoàn thành các điểm hiệu chuẩn cần thiết, nhấn ESC để thoát về chế độ đo.
5. Chọn kích thước viên bi trước khi hiệu chuẩn
Để máy nhận đúng đường kính bi (trừ khi dùng quick calibration):
Từ menu Batch configuration, chọn mục Target ball.
Dùng phím mũi tên chọn đúng đường kính bi.
Nhấn OK để xác nhận.
Lưu ý quan trọng: Khi dùng bi từ (magnetic ball, ký hiệu như "3M0"), bắt buộc phải dùng multi-point calibration, không dùng factory calibration.
6. Xoá hoặc hủy hiệu chuẩn
Trong menu hiệu chuẩn, chọn điểm cần xoá. Nhấn Deactivate nếu chỉ muốn tạm thời ngắt. Nhấn Delete để xoá hẳn hiệu chuẩn tại điểm đó.
7. Lưu ý và lỗi thường gặp khi hiệu chuẩn
| Lỗi / Nguyên nhân | Cách khắc phục |
|---|---|
| Chọn sai kích thước bi | Đặt lại đúng đường kính bi trong menu “Target ball” |
| Dùng sai dải hiệu chuẩn so với mẫu đo thực tế | Chọn chuẩn có độ dày tương đương mẫu thực tế |
| Bi bị kẹt, bị hút lệch | Tháo bi ra, di chuyển mẫu hoặc dùng bi nhỏ hơn |
| Chênh lệch do nhiệt độ | Đợi cảm biến ổn định 30 phút hoặc nâng/lấy bi mỗi 3 phút |
| Chuẩn hiệu chuẩn bị mòn | Thay mới chuẩn zero và chuẩn dày chính xác |